- Welcome to Pulse Robot
- +86-23-63207381
- +8613677602178
- sales@pusirobot.com
What are the key points of headbox control in papermaking equipment?
What are the key points of headbox control in papermaking equipment?
The paper longitudinal fluctuation refers to the quantitative fluctuation along the running direction of the paper machine. In practice, the paper machine longitudinal fluctuation is called MD (machine direction).
The paper horizontal quantitative fluctuation refers to the quantitative fluctuation perpendicular to the running direction of the paper machine. Most of this fluctuation is caused by the paper machine equipment. In practice, the paper machine becomes CD (cross direction).
The horizontal control of the paper machine is more difficult to solve than the vertical control. Today, let's talk about the causes and solutions of the horizontal quantitative control of the paper machine.
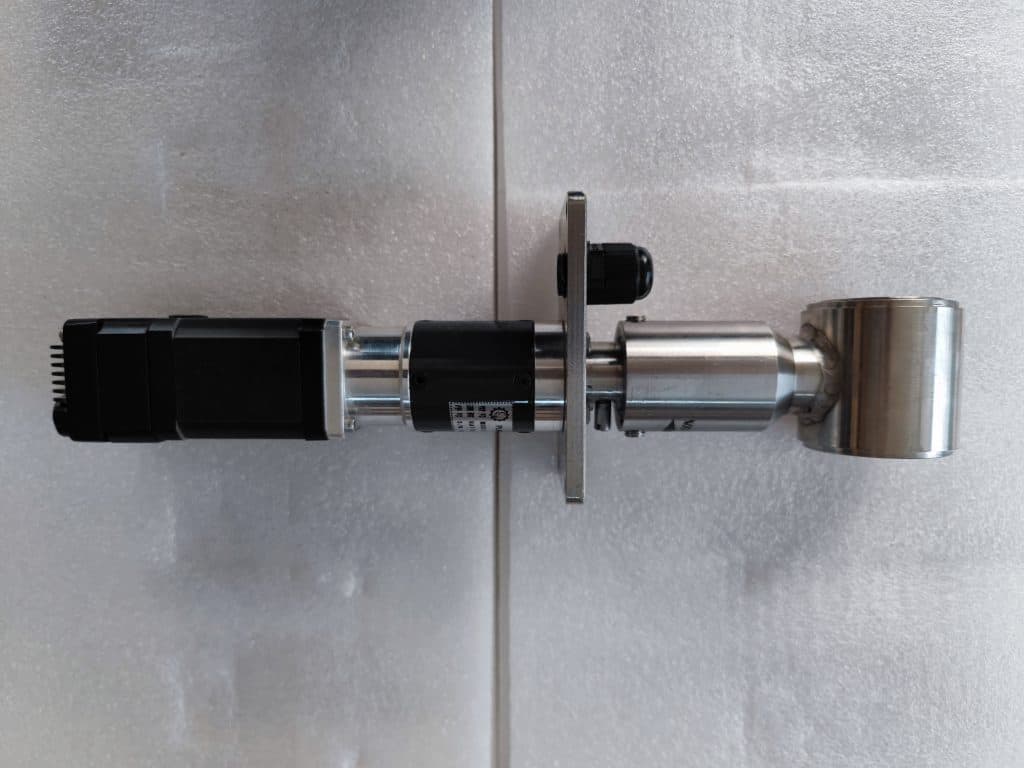
The main motion control components of headbox are composed of multi turn absolute value stepper motor integrated machine, reducer and valve.
1. A set of most basic external quantitative deviation detection device shall be considered.
(1) This device is used to conduct a comprehensive or local inspection on the paper web ration to confirm the stability of the change, which can show the results obtained by the correction.
(2) Adjust the lip plate and properly use the manufacturer's limiting device for the deviation between bolts to avoid deformation of the lip.
2. It is better to install a set of online quantitative scanning device and a quantitative recorder near the headbox to facilitate quantitative adjustment; Do not over adjust at any point. During adjustment, observe the forming structure and full width at the same time
For the air cushion suction chest roll headbox used in the production of tissue paper, the lateral quantitative change is usually adjusted by adding stainless steel gasket to the lower lip pad at the high point.
3. For the quantitative control device, understand the setting of scanning average value.
In case of longitudinal instability, it is best to perform a series of individual scans to determine stability or use an external quantitative device.
4. Confirm that the recoil of the lip bolt is the minimum, and the modern headbox has an accurate bolt position indicator.
5. Correctly operate the flow at the lip. If their functions are normal, the bolts on both sides of the lip are basically the same as other parts.
6. Do not try to compensate the damaged lip plate, and replace it in time.
7. Keep the flow of slurry distribution system uniform. For the pressure headbox, + / - 10% of the design flow fluctuation can still obtain a uniform full width lateral quantification.
8. Ensure that the homogenizing roller is fixed under the minimum application gap, so that it will remedy the uneven flow to some extent.
9. Confirm that the headbox does not spray water excessively, so as not to interfere with the flow and cause quantitative fluctuation.
10. Make sure there is no fluctuation on the edge. At the lip, the edge setting device must not come into contact with the fluid. 11. The edge setting device shall not contact with the mesh or wear the mesh. The edge setting device should be tilted slightly outward.
11. The sealing strip of the edge setting device shall be intact.
12. Use light edge setting device to facilitate adjustment. Prepare a set of spare edge setting device for replacement in case of failure.
13. Check whether the headbox has grooves, especially the modified high-speed paper machine.
14. Confirm that the speed of the paper machine does not exceed the original design flow.
15. Whether the slurry has impact points on the formed plate, and the landing point shall have a lip of 0.5 ~ 1.5cm.
16. Check whether there is large turbulence at the first 3 ~ 5m of the forming area.
17. Fine fibers and fillers in white water circulation will cause fluctuations in concentration and static head of slurry pump.
18. The change of waterline position indicates the change of flow: in most cases, it indicates the instability of slurry dilution link; It may also be the air in the system that causes the flow fluctuation.
19. Ensure that the slurry and water spray temperature in the headbox are the same. The difference of 2.5 ℃ will cause problems, and the difference of 10 ℃ will certainly cause streaks.
20. Quantitative fluctuations may also be due to:
(1) Concentration change of mixed pulp
(2) the pulp crusher concentration is too low and out of control in the paper machine part
(3) turbulence of white water level
(4) loss of diluted white water in the paper machine
(5) fluctuation of liquid level in headbox
(6) air sucked by slurry pump from impeller shaft seal
(7) overflow of potential loss tank
(8) flow fluctuation of feed to headbox
(9) change of retention agent flow